
")
For startup founders like Alex and procurement teams evaluating fabric options, the choice between combed cotton vs carded cotton is far more than a technical detail—it is a direct lever on product returns, customer reviews, and long-term brand equity. In B2B fabric procurement, the wrong decision introduces measurable quality risks: premature pilling after a few washes, inconsistent shrinkage that ruins fit, or print results that fail to meet premium expectations.
This textile quality comparison, grounded in actual manufacturing data from the production floor, explains the difference between combed and carded cotton through the lens of risk control. You will see exactly how the extra combing step in the combed cotton manufacturing process removes short fibers and impurities, delivering quantifiable benefits in durability and perceived value—while understanding when carded cotton remains a rational, cost-optimized Plan B.
Manufacturing Process Deep Dive: Why the Extra Combing Step Matters
Both combed and carded cotton start from the same raw cotton bales. The divergence happens after the initial opening and cleaning stages.
Carded cotton process: Cotton passes through the carding machine, where wire-covered rollers remove some short fibers, neps (small tangled knots), and impurities. This produces a carded sliver. Short fibers that remain contribute to a hairier yarn surface. Typical waste at this stage is moderate.
Combed cotton manufacturing process: After carding, the sliver goes through an additional high-precision combing machine. Rows of fine pins comb the fibers, systematically removing short fibers (usually those under approximately 1 inch / 25 mm) and additional neps. This “noil” waste typically accounts for an extra 12–18% fiber loss compared with carding alone. The remaining long fibers are aligned in parallel, creating a far more uniform sliver.
The result is a yarn with:
- Higher average staple length
- Significantly reduced hairiness
- Better fiber-to-fiber cohesion
This extra step is why premium cotton benefits appear consistently in combed fabrics: smoother hand feel, stronger yarn, and cleaner surface for printing and dyeing. In our own production lines, combed yarns consistently show 20–30% higher tensile strength and markedly lower breakage rates during knitting and weaving.
The trade-off is clear: lower yield and longer processing time drive the well-documented 15–25% higher cost of combed cotton fabric. For brands, this is not merely an expense—it is an investment in reduced downstream quality risks.
Performance Comparison: Data-Backed Textile Quality Differences
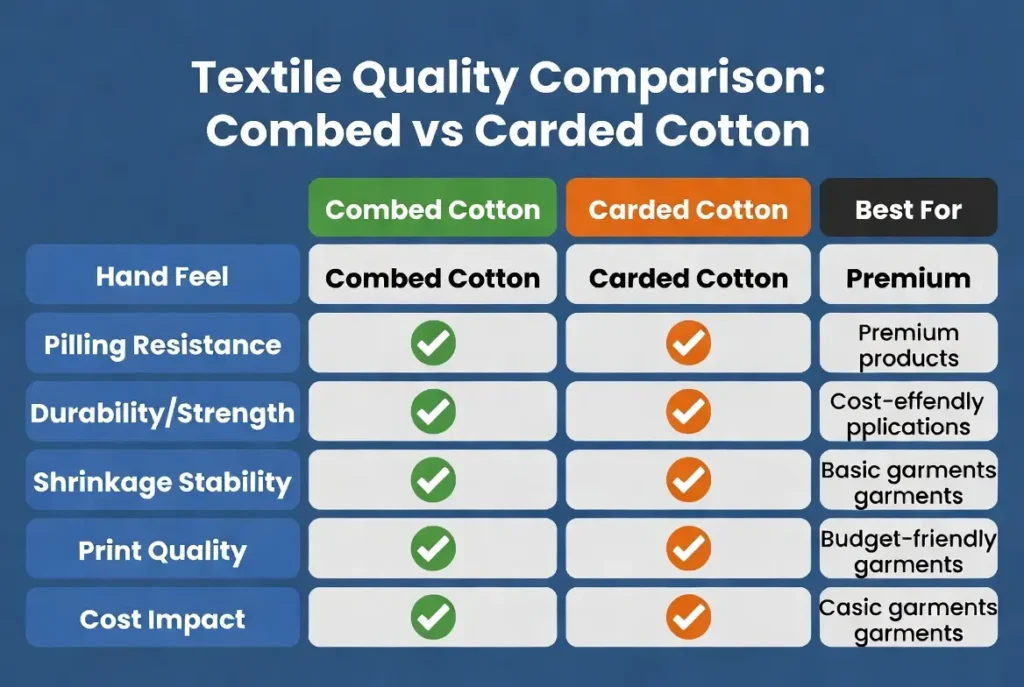
The real-world impact on finished garments is measurable. Here is a side-by-side view drawn from production testing and industry benchmarks:
| Dimension | Combed Cotton | Carded Cotton | Risk Implication for Brands |
|---|---|---|---|
| Hand Feel & Softness | Smoother, softer, less hairy | Slightly rougher, more textured | Higher customer satisfaction & repeat purchases |
| Pilling Resistance | Highly resistant (pilling grade typically 3.5–4.0) | Prone to pilling after 5–10 washes | Significantly lower return rates & negative reviews |
| Tensile Strength & Durability | 20–30% higher tenacity; longer garment life | Standard strength; faster wear | Better longevity supports premium pricing |
| Shrinkage Stability | More predictable; better dimensional stability | Acceptable but can vary more | Fewer fit complaints after laundering |
| Surface for Printing | Cleaner, even surface; superior ink adhesion & sharpness | Hairier surface; potential for ink bleed or dullness | Higher first-pass print quality; fewer defects |
| Breathability & Drape | Excellent uniformity improves long-term comfort | Good but can feel heavier or less refined | Enhanced end-user experience |
| Cost Impact (fabric level) | +15–25% | Baseline | Higher COGS but lower total cost of quality issues |
Key takeaway from factory data: In accelerated wash tests (equivalent to 20+ home launderings), combed cotton single-jersey fabrics demonstrate over 50% reduction in visible pilling compared with carded equivalents. Print defect rates also drop noticeably on combed substrates because the smoother surface accepts ink more consistently.
These differences directly address the core concerns of procurement managers and brand founders: fewer quality incidents mean lower reverse logistics costs, stronger Amazon or DTC reviews, and greater confidence when scaling.
Business Decision Guide: Choosing Based on Your Risk Profile and Role
Not every product requires combed cotton. The optimal choice depends on your brand positioning, target return rate, and margin structure.
For premium or elevated-basic brands (typical for startup founders like Alex): Choose combed cotton for hero products and core collections. The incremental cost is justified by reduced quality risks—pilling complaints, print inconsistencies, and early garment failure—that erode hard-won customer trust. Brands targeting $35+ retail price points or emphasizing “premium feel” in marketing see the fastest payback through higher perceived value and lower return rates.
For high-volume basics, promotional items, or tight-margin private label: Carded cotton is often the rational Plan B. When the end customer expects functional basics at competitive pricing and durability expectations are moderate, the 15–25% cost saving can be substantial at scale. Many successful value-oriented lines use carded cotton successfully without quality issues that damage the brand.
Hybrid strategy (recommended for most growing brands): Use combed cotton for visible hero SKUs and any product with prominent printing or high-touch positioning. Use carded for secondary items or test runs. This balances risk and cost while you validate market response.
Procurement decision tree:
- Is your target retail price premium or are you emphasizing longevity and reviews? → Combed
- Is volume extremely high and margin extremely tight with basic styles? → Carded
- Are you building a new brand where first impressions and low return rates (<5%) are critical? → Start with combed on core items
- Do you need maximum flexibility on MOQ and fastest lead times? → Both options are viable; combed adds only marginal extra processing time in well-run factories
Procurement managers and regional agents should request fabric hand samples and wash-test data from suppliers before committing. The difference is tactile and measurable once you see and feel both side by side.
FAQ: Common Questions on Combed Cotton vs. Carded Cotton
Q: Why is combed cotton viewed as the more competitive choice in premium textiles?
A: The combing process removes short fibers and impurities that cause pilling, hairiness, and weaker yarn. The result is measurably stronger, smoother fabric with superior print performance and longer usable life—directly supporting higher price positioning and fewer customer complaints.
Q: When does carded cotton make sense as a cost-optimization Plan B?
A: For high-volume basic garments, promotional products, or price-sensitive market segments where slight texture and moderate pilling risk are acceptable. The lower production cost and simpler process allow better margins or more competitive retail pricing without compromising core functionality.
Q: How do the two fabrics affect end-customer garment lifespan and care?
A: Combed cotton garments typically withstand more wash cycles before showing pilling or loss of shape, supporting longer perceived value. Carded cotton may require more careful laundering or show wear sooner. Both benefit from standard cotton care instructions, but combed delivers more forgiving real-world performance.
Q: How exactly does the combing step improve touch and print results by removing impurities?
A: Short fibers and neps create a fuzzy surface that scatters light and ink. Removing them produces a cleaner, more parallel fiber array. The fabric feels softer to the touch and provides a uniform surface that accepts screen printing, DTG, or embroidery with sharper detail and fewer defects.
Q: Does choosing combed cotton affect MOQ or lead times significantly?
A: In most modern OEM facilities, minimum order quantities remain comparable because the difference is at the yarn-preparation stage. Lead times may increase by a few days due to the additional combing pass, but experienced suppliers manage this within standard production windows.
Conclusion: The Real Quality Risk Is Choosing the Wrong Fabric for Your Brand Promise
In 2026’s transparent marketplace, where a single viral review about pilling or poor print quality can stall growth, the fabric decision carries outsized consequences. Combed cotton does not magically solve every challenge, but it systematically reduces several high-impact quality risks—pilling, premature wear, and print inconsistency—that directly threaten brand trust and profitability.
The brands that win are those that match fabric performance to their specific risk tolerance and customer expectations rather than defaulting to the cheapest option.
Realizing these premium cotton benefits consistently at scale requires a manufacturing partner who understands both the technical nuances of the combed cotton manufacturing process and the commercial realities of B2B fabric procurement. At Hezi Apparel, we produce both combed and carded cotton options with full process traceability, rigorous in-line quality testing, and support for custom development. Whether you need hand samples for internal wash testing, detailed cost modeling for your specific styles, or guidance on hybrid fabric strategies, we help brands make decisions that protect quality and margin.
Ready to de-risk your next collection? Visit our Premium T-Shirt Collection to explore combed cotton options, or request fabric samples and a tailored quotation at heziapparel.com.




